






Dzięki nowoczesnym laserom światłowodowym (fiber) problemy związane z cięciem metalu, który odbija światło i szybko odprowadza ciepło, zostały w dużej mierze ograniczone.
Jeśli potrzebujesz usług w tym zakresie, więcej informacji znajdziesz tutaj: https://budexpert.com.pl/uslugi/laserowe-ciecie-aluminium/.
Aluminium jest lekkie, wytrzymałe i odporne na korozję, dlatego jest chętnie używane w wielu branżach. Jednocześnie jego cięcie bywa trudniejsze niż w przypadku innych metali, a tradycyjne metody często wymagają kompromisów.
Cięcie laserowe, szczególnie w technologii fiber, dobrze odpowiada na te potrzeby i daje efekty, które jeszcze niedawno były trudne do osiągnięcia.
Jakie korzyści przynosi cięcie laserowe aluminium w porównaniu z innymi metodami?
Największą zaletą cięcia laserowego jest bardzo wysoka precyzja, często na poziomie ułamków milimetra. To ma duże znaczenie przy skomplikowanych kształtach i małych detalach, gdzie cięcie mechaniczne potrafi zostawić zadziory i nierówne krawędzie, a potem trzeba je długo obrabiać. Laser ogranicza też straty materiału, bo szczelina cięcia jest wąska, co daje mniejsze zużycie aluminium.
Do tego dochodzi duża prędkość i powtarzalność. Maszyny CNC działają automatycznie, skracają czas realizacji i zwiększają wydajność. W odróżnieniu od metod mechanicznych, laser tnie bez kontaktu z materiałem, więc nie ma problemu zużywania się narzędzi, przywierania wiórów ani częstych wymian ostrzy.
W jakich zastosowaniach cięcie laserowe aluminium sprawdza się najlepiej?
Cięcie laserowe aluminium jest używane w wielu sektorach:
- Motoryzacja - dokładne wycinanie lekkich i wytrzymałych elementów karoserii, części silników i różnych podzespołów.
- Lotnictwo - produkcja złożonych elementów konstrukcyjnych, gdzie liczy się mała masa i duża wytrzymałość.
- Elektronika - drobne komponenty, obudowy i radiatory, gdzie potrzebna jest bardzo duża dokładność.
- Budownictwo - panele elewacyjne, ramy okienne i drzwiowe, a także dekoracyjne wzory w aluminium.
Na czym polega cięcie laserowe aluminium?
Jeśli rozumiesz, jak działa cięcie laserowe, łatwiej ocenić, czemu daje tak dobre wyniki. To proces, w którym energia światła jest skupiana i sterowana bardzo dokładnie, aby przeciąć metal w zaplanowanym miejscu.
Jak działa technologia cięcia laserowego aluminium?
Cięcie laserowe to bezkontaktowy proces cieplny. Skupiona wiązka lasera trafia w mały punkt na powierzchni blachy. Aluminium w tym miejscu nagrzewa się bardzo szybko i przekracza temperaturę topnienia (około 660,3°C). Metal się topi, a częściowo może też parować.
Ważnym elementem jest gaz pomocniczy - zwykle azot o wysokiej czystości. Pod dużym ciśnieniem wydmuchuje on stopiony metal ze szczeliny cięcia. Azot:
- ogranicza tworzenie się żużlu,
- chłodzi obszar cięcia,
- zmniejsza odkształcenia,
- chroni krawędź przed utlenianiem.
Całość jest sterowana przez CNC, co daje dużą dokładność i powtarzalność, a często także brak potrzeby dodatkowej obróbki krawędzi.
Jakie typy laserów stosuje się do cięcia aluminium? (CO2, fiber)
Kiedyś często używano laserów CO2 (długość fali 10,6 µm). Były uniwersalne, ale przy aluminium miały ograniczenia: materiał słabo pochłaniał tę wiązkę, więc potrzebna była duża moc. Dodatkowo aluminium mocno odbija światło, więc istniało ryzyko odbicia wiązki i uszkodzenia optyki, co oznaczało drogie naprawy i przestoje. Takie systemy wymagały też bardziej rozbudowanego chłodzenia i częstszej obsługi.
Obecnie standardem są lasery światłowodowe (fiber) o długości fali około 1,06 µm. Ta fala jest lepiej pochłaniana przez aluminium, więc proces jest stabilniejszy i wydajniejszy. Lasery fiber zwykle:
- zużywają mniej energii,
- mają niższe koszty eksploatacji,
- mają dłuższą żywotność źródła,
- wymagają mniej prac serwisowych.
Czym aluminium różni się od innych metali podczas cięcia laserem?
Aluminium ma cechy, które sprawiają, że tnie się je trudniej niż np. stal. Znajomość tych różnic pomaga dobrać ustawienia i uzyskać dobrą jakość krawędzi.
Które właściwości aluminium wpływają na jakość i szybkość cięcia laserowego?
Najważniejsze cechy aluminium to:
- Wysoka refleksyjność - spora część energii może się odbić, zamiast wejść w materiał. Przy starszych laserach CO2 było to szczególnie problematyczne. Fiber radzi sobie lepiej, ale nadal trzeba uważać na ustawienia.
- Wysoka przewodność cieplna - ciepło szybko rozchodzi się po materiale. Laser musi dostarczyć energię szybko i w małym punkcie, inaczej ciepło „ucieknie”, co pogorszy krawędź i zwiększy ryzyko niedocięcia oraz odkształceń.
- Niska temperatura topnienia i plastyczność - aluminium łatwiej się odkształca przy złych parametrach.
- Warstwa tlenku glinu (Al2O3) - na powierzchni tworzy się twardy tlenek, który topi się dopiero w okolicach 2072°C. Laser musi przebić się przez tę warstwę, żeby stabilnie zacząć cięcie.
Te czynniki powodują, że ustawienia cięcia muszą być dobrane bardzo dokładnie.
Jakie są główne różnice cięcia aluminium i stali?
Największe różnice wynikają z pochłaniania energii i przewodzenia ciepła:
- Stal (szczególnie węglowa) zwykle lepiej pochłania energię lasera, a aluminium odbija więcej.
- Aluminium szybciej odprowadza ciepło niż stal, więc trudniej utrzymać energię w strefie cięcia.
- Aluminium ma warstwę tlenku glinu o dużo wyższej temperaturze topnienia niż sam metal.
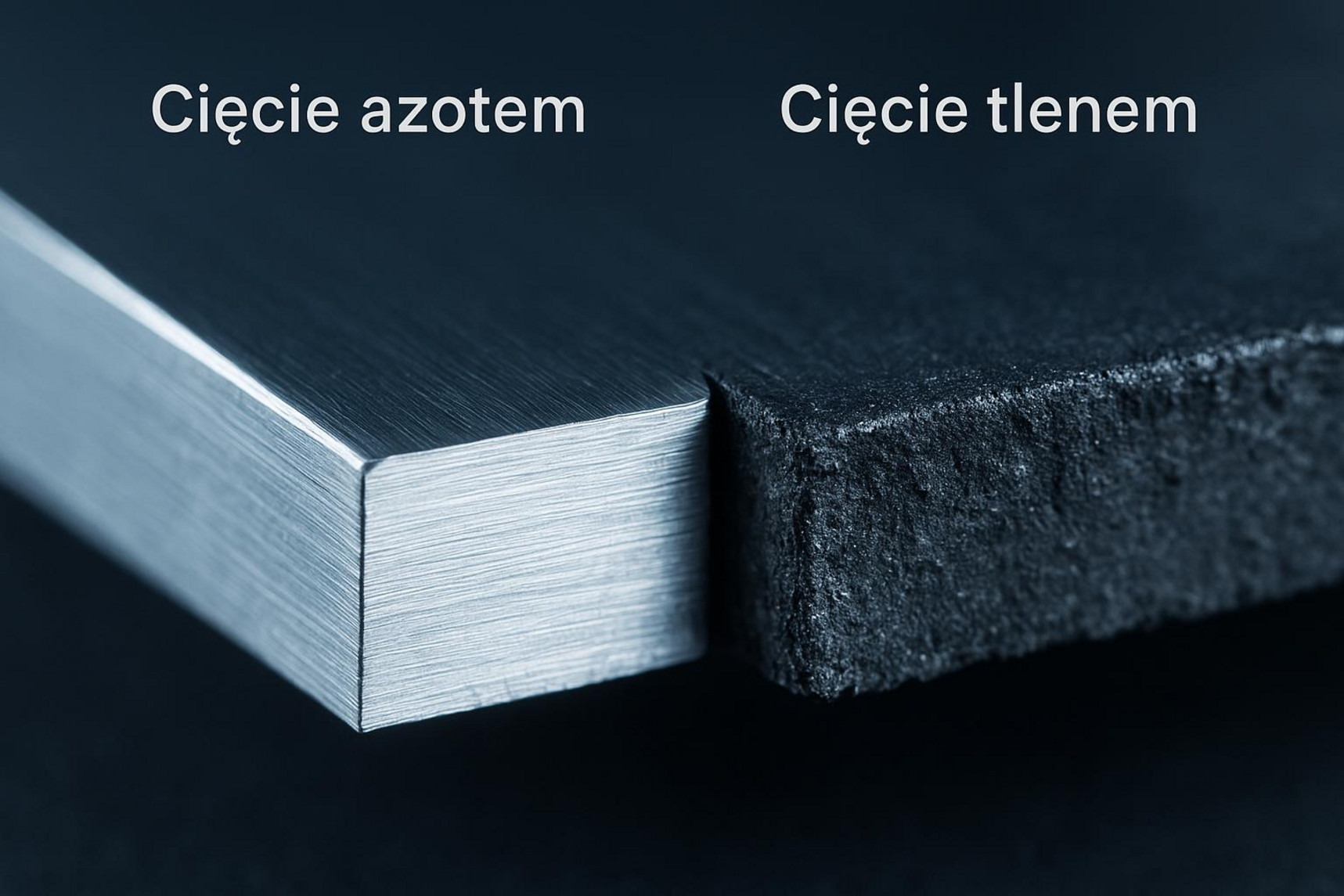
Różni się też dobór gazu pomocniczego. Przy stali węglowej często stosuje się tlen, który przyspiesza cięcie reakcją chemiczną. Przy aluminium tlen powoduje utlenianie krawędzi i ciemny, szorstki nalot, zwykle wymagający dalszej obróbki. Dlatego do aluminium niemal zawsze używa się azotu, żeby krawędź była jasna i czysta, dobra do spawania i anodowania.
Jakie są największe wyzwania przy cięciu laserowym aluminium?
Cięcie laserowe aluminium daje bardzo dobre efekty, ale wymaga uwzględnienia cech materiału. Jeśli się je pominie, pojawiają się wady krawędzi, straty materiału i wyższe koszty.
Jak refleksyjność i przewodność cieplna aluminium wpływają na proces?
Refleksyjność utrudnia pochłanianie energii przez materiał. Przy laserach CO2 mogło to prowadzić do odbić i uszkodzeń optyki. Lasery fiber zmniejszają ryzyko, bo ich fala jest lepiej pochłaniana, ale nadal trzeba dobrze dobrać parametry, by cięcie było równe i bezpieczne.
Z kolei wysoka przewodność cieplna sprawia, że ciepło szybko rozchodzi się po arkuszu. Jeśli energia nie będzie podana wystarczająco intensywnie i skupiona, krawędź będzie gorsza, mogą pojawić się niedocięcia i odkształcenia, zwłaszcza w cienkich blachach. Dobre skupienie wiązki i odpowiednia moc ograniczają strefę wpływu ciepła (HAZ), a w laserach fiber bywa ona naprawdę mała.
Jak powstają i jak eliminować zadziory oraz przebarwienia na krawędziach?
Zadziory i przebarwienia zwykle pojawiają się przy złych ustawieniach, gdy stopiony metal nie jest skutecznie usuwany z miejsca cięcia. Powody mogą być różne:
- za mała moc,
- zła prędkość cięcia,
- za niskie ciśnienie azotu,
- źle ustawione ognisko,
- zabrudzenia materiału albo różnice w stopie.
Zbyt wolne cięcie przegrzewa materiał i może dać falistą krawędź oraz zmianę koloru. Użycie tlenu lub powietrza jako gazu pomocniczego często kończy się utlenioną, ciemną i chropowatą krawędzią.
Żeby uzyskać gładką, ostrą krawędź z minimalnym gratem, trzeba dobrze ustawić moc, prędkość, ognisko i ciśnienie azotu. Pomaga też regularne czyszczenie optyki oraz dbałość o czystość arkuszy. Przy dobrze ustawionym laserze fiber czysta krawędź jest jak najbardziej osiągalna.
Czy grubość oraz rodzaj stopu aluminium mają znaczenie dla efektu cięcia?
Tak. Grubsze blachy wymagają większej mocy, dokładniejszego ustawienia ogniska i zwykle wolniejszego cięcia. To zwiększa ryzyko wpływu ciepła i odkształceń, więc kontrola ustawień jest jeszcze ważniejsza.
Różne stopy (np. 6061 i 5052) zachowują się inaczej. Jedne łatwiej tworzą zadziory, inne szybciej się utleniają albo są bardziej podatne na odkształcenia. Przy zmianie stopu lub większej zmianie grubości warto wykonać próby i skorygować parametry. W praktyce powtarzalność rzędu około 0,1 mm zależy od grubości, a przy grubych blachach może pojawić się „stożek” cięcia. Tolerancja +/- 0,05 mm jest często możliwa do około 6 mm, ale wymaga bardzo dobrego programu i ustawień; powyżej tej grubości jest to trudniejsze.
Jak zoptymalizować jakość cięcia laserowego aluminium?
Uzyskanie bardzo dobrej jakości cięcia wymaga połączenia dobrej maszyny i umiejętności ustawienia procesu. Najważniejsze jest poprawne dopasowanie wszystkich parametrów do konkretnego materiału.
Jak dobrać odpowiednie parametry: moc lasera, prędkość, gaz techniczny?
Dobór parametrów to podstawa. Najważniejsze elementy to:
- Moc lasera - przy fiber zwykle potrzebna jest dość wysoka, żeby szybko stopić materiał i ograniczyć rozchodzenie się ciepła.
- Prędkość cięcia - zbyt mała daje przegrzanie i gorszą krawędź, zbyt duża grozi niedocięciem i zadziorem. Musi pasować do mocy i grubości.
- Gaz techniczny - przy aluminium standardem jest azot o wysokiej czystości. Ciśnienie musi być na tyle duże, by dobrze usuwać stopiony metal i chronić krawędź przed utlenianiem.
Zmiana grubości albo stopu zwykle wymaga drobnych korekt. Dlatego próby i doświadczenie operatora są bardzo pomocne.
Jak wpływa wybór gazu osłonowego (azot vs tlen) na efekt końcowy?
Gaz ma bezpośredni wpływ na wygląd i jakość krawędzi.
- Azot nie reaguje z aluminium. Wydmuchuje stopiony metal i ogranicza dostęp tlenu, więc krawędź jest jasna, metaliczna i czysta. Nadaje się do spawania i anodowania.
- Tlen reaguje z aluminium i powoduje silne utlenienie. Krawędź robi się ciemna, szorstka i zwykle wymaga szlifowania lub gratowania.
Dlatego jeśli liczy się jakość bez poprawek, wybór jest prosty: azot.
Dlaczego znaczenie ma jakość i ostrość wiązki lasera?
Im lepsza wiązka, tym łatwiej skupić energię w bardzo małym punkcie. To przekłada się na szybsze, równiejsze cięcie, mniejszą strefę wpływu ciepła i mniejsze ryzyko odkształceń. Słabsza wiązka bardziej rozprasza energię, poszerza szczelinę cięcia i zwiększa ryzyko wad.
Bardzo ważne jest też ustawienie ogniska i dobór soczewki. Złe ustawienie może dać szerszą szczelinę, więcej gratu i trudności przy grubszych blachach. Żeby utrzymać dobrą jakość, potrzebne są regularne kontrole i czyszczenie elementów optycznych.
Jakie są największe zalety cięcia laserowego aluminium?
Cięcie laserowe aluminium, szczególnie laserem fiber i z użyciem azotu, daje korzyści, które wprost przekładają się na jakość wyrobu, wydajność i koszty.
Precyzja wykonania i minimalizacja odpadów materiału
Laser pozwala wycinać bardzo dokładnie, także skomplikowane kształty, często w ułamkach milimetra. Wąska szczelina cięcia oznacza, że można gęsto ułożyć elementy na arkuszu (nesting) i lepiej wykorzystać materiał. Mniej odpadów to:
- mniejsze koszty,
- mniej zmarnowanego surowca,
- lepszy wynik przy dużych seriach.
Szybkość, automatyzacja i powtarzalność procesu
Laser jest szybki, a CNC umożliwia automatyczną pracę. Operator przygotowuje program i ustawienia, a maszyna tnie serię elementów z powtarzalnym efektem. To ogranicza błędy, skraca terminy i ułatwia produkcję seryjną – właśnie na takich możliwościach opiera swoją ofertę BudExpert, realizując zlecenia o wysokim stopniu skomplikowania.
Doskonała jakość krawędzi, gotowość do spawania i anodowania
Przy laserze fiber i azocie krawędzie są zwykle:
- gładkie,
- jasne,
- metaliczne,
- prawie bez zadziorów.
Często nie trzeba gratować ani szlifować, więc oszczędza się czas. Czysta krawędź ułatwia też spawanie (mniej problemów ze spoiną) oraz anodowanie (równiejsza, estetyczna powłoka).
Jak cięcie laserowe aluminium wypada na tle alternatywnych metod?
Wybór metody zależy od grubości, dokładności, tempa i budżetu. Laser często wypada najlepiej w zestawie: precyzja + szybkość + jakość krawędzi.
Jak cięcie mechaniczne, wodą czy plazmą wypadają w porównaniu do lasera?
Cięcie mechaniczne (piły taśmowe, tarczowe) jest tanie i sprawdza się przy prostych kształtach, ale często zostawia zadziory. Aluminium potrafi „kleić się” do narzędzi, co przyspiesza zużycie. Potrzebne są chłodziwa i dobór narzędzi, a precyzja jest niższa niż przy laserze.
Cięcie wodą (waterjet) nie nagrzewa materiału, więc nie ma wpływu termicznego i ryzyka odkształceń. Krawędzie mogą być bardzo czyste, szczególnie przy grubych arkuszach. Minusy to wolniejsza praca i wyższe koszty eksploatacyjne (ścierniwo, dysze).
Cięcie plazmą jest bardzo szybkie przy grubych elementach, ale wysoka temperatura daje większą strefę wpływu ciepła (HAZ), możliwe nadtopienia i częstą potrzebę obróbki krawędzi. Dokładność i jakość krawędzi zwykle są gorsze niż przy laserze.
W których przypadkach laser wyprzedza inne technologie?
Laser (zwłaszcza fiber) wygrywa, gdy liczą się:
- Duża dokładność i skomplikowane kształty
- Mała strefa wpływu ciepła (HAZ)
- Czysta krawędź bez poprawek (szczególnie pod spawanie i anodowanie)
- Szybkość i automatyzacja CNC w produkcji seryjnej
- Mniej odpadów dzięki wąskiej szczelinie cięcia i dobremu nestingowi
Jeśli celem jest połączenie dokładności, szybkości, jakości krawędzi i opłacalności dla szerokiego zakresu grubości, cięcie laserowe aluminium bardzo często jest najlepszą opcją.
Jak zminimalizować koszty i zoptymalizować cały proces cięcia laserowego aluminium?
Niższe koszty i sprawny proces zależą od tego, jak dobrze kontrolujesz czynniki, które wpływają na czas pracy maszyny, zużycie gazu i ilość odpadów.
Które czynniki wpływają na cenę usługi cięcia laserowego aluminium?
Na cenę wpływają głównie:
- Grubość materiału - grubsza blacha to wolniejsze cięcie i większe wymagania co do mocy. Przykładowo: 1 mm może kosztować ok. 10 zł/mb, a 2 mm ok. 15 zł/mb.
- Skomplikowanie projektu - więcej detali i łuków to dłuższa praca maszyny i większe zużycie gazu.
- Rodzaj lasera - fiber jest wydajny, ale sam sprzęt jest drogi, co może wpływać na stawki.
- Gaz techniczny - azot o wysokiej czystości kosztuje więcej niż tlen, ale daje dużo lepszą krawędź.
- Sprawność pracy zakładu - dobry nesting, mało odpadów, brak poprawek i szybka realizacja obniżają koszt końcowy.
Jak ograniczyć zużycie materiału oraz czas produkcji?
Najczęściej działają te kroki:
- Dobry nesting - oprogramowanie do układania elementów na arkuszu zmniejsza odpady.
- Dobrze ustawione parametry - złe ustawienia oznaczają wady (zadziory, niedocięcia), poprawki i straty.
- Nowoczesny laser fiber - zwykle tnie szybciej i czyściej niż starsze rozwiązania.
- Regularny serwis i kontrola - czysta optyka, sprawny system gazowy i kalibracja zmniejszają ryzyko błędów i przestojów.
- Próby przed serią - krótki test na materiale odpadowym pomaga uniknąć zmarnowania większej partii.
- Automatyzacja CNC - mniej błędów i większa powtarzalność, a także krótszy czas nadzoru.
Najczęściej zadawane pytania o cięcie laserowe aluminium
Cięcie laserowe aluminium ma wiele plusów, ale często pojawiają się pytania o koszty, grubości i ograniczenia. Poniżej znajdziesz najczęstsze odpowiedzi.
Czy cięcie laserem aluminium jest droższe niż innych metali?
Tak, zwykle jest droższe niż cięcie stali węglowej, a czasem także droższe niż stal nierdzewna. Powody są proste: aluminium odbija światło i szybko odprowadza ciepło, więc potrzeba lepszego źródła (najczęściej fiber) i dobrze dobranych ustawień. Do tego prawie zawsze używa się azotu o wysokiej czystości, który jest droższy niż tlen często stosowany przy stali.
Przykładowe ceny:
- aluminium 1 mm: ok. 10 zł/mb
- stal konstrukcyjna 1 mm: ok. 2 zł/mb
- stal nierdzewna 1 mm: ok. 3 zł/mb
Im grubszy materiał, tym cena rośnie.
Jakie grubości aluminium można ciąć laserowo?
Lasery fiber pozwalają ciąć od bardzo cienkich blach po grubsze płyty. Przykładowo:
- laser 4500 W: zwykle do ok. 12 mm
- laser 6000 W: zwykle do ok. 16 mm
Wraz ze wzrostem grubości spada prędkość, rosną koszty i trudniej utrzymać idealną krawędź. Przy bardzo grubych elementach inne metody (np. waterjet) mogą okazać się korzystniejsze.
Czy po cięciu laserem konieczna jest dalsza obróbka?
Często nie. Przy laserze fiber i azocie krawędzie są zwykle czyste i gładkie, więc element bywa gotowy do spawania, anodowania lub montażu po samym odtłuszczeniu.
Jednak przy bardzo grubych blachach, wybranych stopach lub bardzo wysokich wymaganiach jakościowych czasem robi się lekkie wykończenie (np. wibrościerne lub delikatne skrawanie), żeby usunąć drobne niedoskonałości.
Jakie są ograniczenia technologiczne cięcia laserowego aluminium?
Najczęstsze ograniczenia to:
- Odbijanie wiązki - fiber zmniejsza problem, ale nadal trzeba uważać na ustawienia.
- Szybkie odprowadzanie ciepła - wymaga odpowiedniej mocy i skupienia wiązki.
- Warstwa Al2O3 - trzeba ją przebić, by zacząć stabilne cięcie.
- Maksymalna grubość - przy bardzo grubych płytach trudniej utrzymać jakość i opłacalność.
- Koszt maszyn - sprzęt fiber to duża inwestycja.
- Bezpieczeństwo - wysoka temperatura, dymy/pyły i ryzyko dla oczu wymagają osłon, procedur i dobrej wentylacji.
W nowoczesnym przemyśle liczy się nie tylko dostęp do dobrych maszyn, ale też umiejętność ustawienia procesu tak, by był szybki, powtarzalny i opłacalny. Cięcie laserowe aluminium ma swoje trudne strony, ale przy doświadczonej obsłudze daje bardzo wysoką dokładność i dobrą wydajność.
Kolejne lata to dalsza automatyzacja i lepsze połączenie maszyn z systemami cyfrowymi, które będą w czasie pracy korygować moc, prędkość i ciśnienie gazu na podstawie danych z procesu. Takie podejście pomaga ograniczyć błędy, lepiej wykorzystać materiał i skrócić czas produkcji.
Połączenie laserów fiber, dobrego oprogramowania i wiedzy technicznej to realna droga do niższych kosztów oraz jeszcze lepszej jakości elementów aluminiowych.














Napisz komentarz
Komentarze